29.03.2019
Vorsprung durch Innovation!
ESTECH Industries zählt beim Thema Innovation auf die Zusammenarbeit mit der Hochschule für Technik FHNW Windisch und der KTI Innosuisse
In den letzten Monaten konnten 2 Projekte erfolgreich abgeschlossen werden. 1 zentrales, durch die KTI Innosuisse unterstütztes Projekt ist noch in Bearbeitung.
Digitale Fertigung: Optimale, automatisiert berechnete Korrekturmassnahmen in der modellbasierten mechanischen Fertigung
Projekt der FAES-PWR ESTECH AG und dem Institut für Automation der FHNW Windisch mit Unterstützung der KTI Innosuisse.
Ausgangslage
Diese Zeit der zeitaufwändigen Erstellung von 2D-Zeichnungen ist definitiv vorbei. Disruptiv ersetzt werden sie von MBD-Files (Model-Based Definition), welche Informationen zur 3D-Geometrie sowie den angebrachten Qualitätsanforderungen digital verlinkt zur Verfügung stellen. Durch diesen Wandel wird die letzte digitale Lücke im Fertigungsprozess geschlossen und eine modellbasierte Produktion ermöglicht.
Projektziel
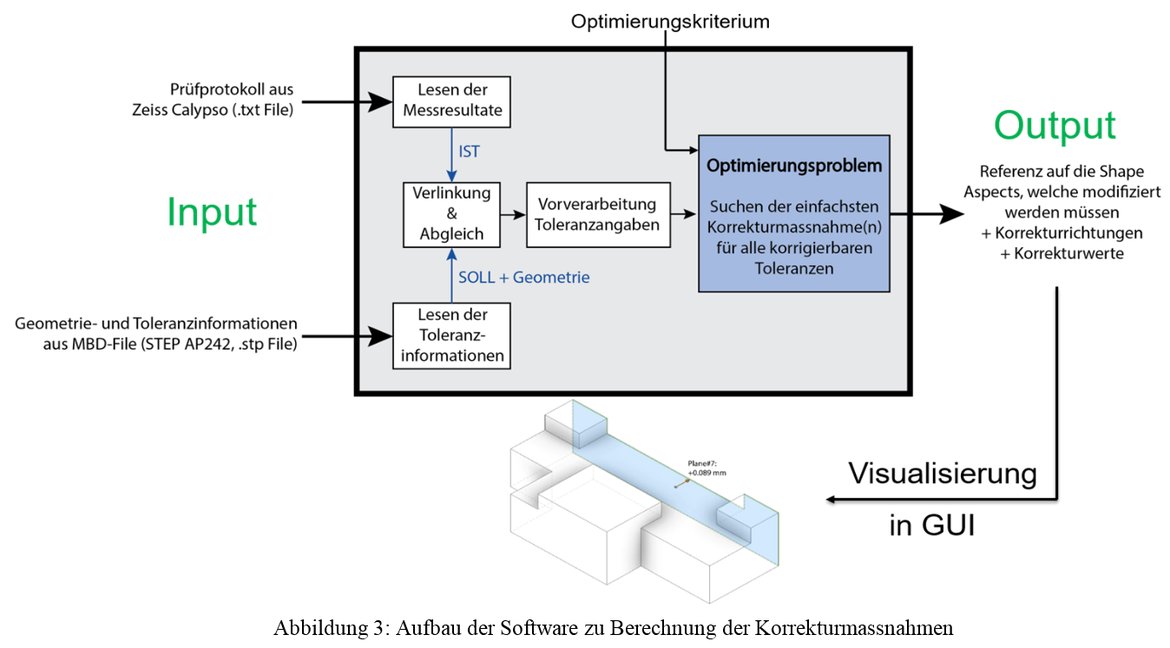
Es soll ein innovativer, neuartiger Algorithmus zur Berechnung der optimalen Korrekturmassnahmen eines ausser Toleranz gefertigten Werkstückes entwickelt werden. Dadurch sollen Missverständnisse zwischen dem Polymechaniker und dem Messtechniker (hauptsächlich verursacht durch inkonsistente Bezeichnungen) beseitigt, sowie digital beschriebene Korrekturvorschläge angezeigt werden. In einem weiteren Schritt können diese Korrekturen in einer CAM-Software automatisiert umgesetzt und ein sich selbst regelnder Fertigungsprozess erschaffen werden.
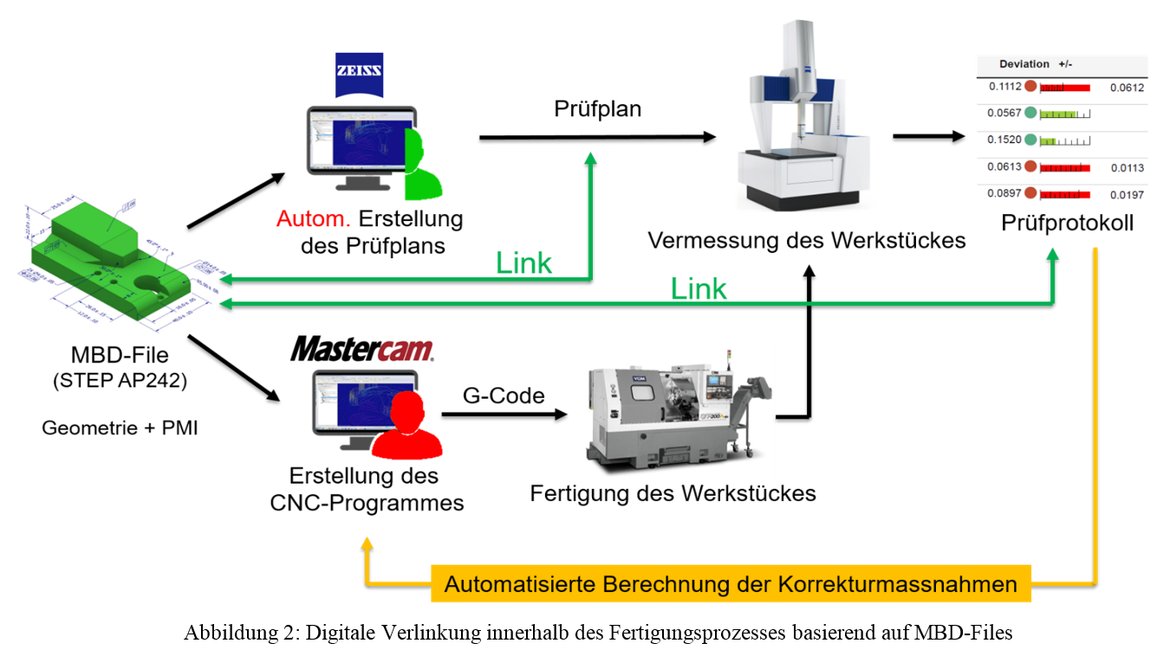
Modellbasierte mechanische Fertigung
Eine modellbasierte mechanische Fertigung basiert, wie der Name bereits verrät, auf einem virtuellen Modell. Dazu wird zum Beispiel ein MBD-File wie das standardisierte und einfach lesbare STEP AP242 Format verwendet, welches bereits seit 2015 existiert. Die dadurch gewonnene Verlinkung zwischen Toleranzangaben und der Geometrie eines Werkstückes führt dazu, dass durch den gesamten Fertigungsprozess eindeutige Bezeichnungen für die 3D-Formaspekte und die angebrachten PMIs (Product Manufacturing Informations) verwendet werden. Dadurch werden digitale Abhängigkeiten zwischen dem MBD-File, dem Prüfplan und dem Messprotokoll erschaffen, wodurch für nicht eingehaltene Toleranzbedingungen optimale Korrekturmassnahmen berechnet werden können.
Prüfmasse, welche ausserhalb der zugelassenen Toleranz liegen, müssen zur Berechnung einer optimalen Korrektur erkannt, analysiert und verarbeitet werden. Zudem soll geprüft werden, ob auch tatsächlich die vom Kunden erforderten Prüfmasse eines Werkstückes gemessen wurden oder ob es unerwünschte Abweichungen der geometrischen Lage oder dem Toleranzwert gibt. Diese Funktionen sowie die Visualisierung der optimalen Korrekturmassnahmen werden in einem neuartigen «Korrektur-Tool» umgesetzt.
Ausblick
Der entwickelte Korrekturalgorithmus wird in einem nächsten Schritt als Hauptteil eines speziell zu entwickelnden Korrektur-Tools implementiert, welches in Zukunft den Polymechaniker bei der Um-setzung von Korrekturmassnahmen unterstützen soll. Der Fokus liegt dabei grundsätzlich auf der Generierung von digitalen Links zwischen allen Fertigungs- und Prozessgrössen des Unterneh-mens, da dies die Grundlage einer effizienzsteigernden digitalen Produktion bildet.
Chancen im Bereich Elektromobilität
Ziel dieses Projektes war es, die Chancen und Entwicklungsmöglichkeiten der ESTECH Industries im Bereich der Elektromobilität zu untersuchen. Die Untersuchung erfolgte im Rahmen einer Projektarbeit durch 3 Studierende der Abteilung Energie- und Umwelttechnik FHNW.
Die Untersuchung hat gezeigt, dass es für ESTECH Industries in diversen Elektromobilitätsbereichen Einsatzmöglichkeiten gibt.
Dabei wurden 3 Einsatzfelder analysiert:
- Produkte mit spezifischen Anforderungen
- Infrastruktur und Dienstleistungen
- Akteure und mögliche Partner
Die Analyse führte zu 3 Innovationsschwerpunkten, für welche in einem nächsten Schritt der Marktzugang, das Absatzpotential und die notwendigen Kompetenzen erarbeitet wurden. Die Analyse der drei Schwerpunkte führte zu einer Bewertung nach den definierten Kriterien und schliesslich zur Handlungsempfehlung.
In einem Workshop mit der Technik und dem Verkauf wurden die Ergebnisse und Empfehlungen diskutiert und ein Massnahmeplan definiert, der nun weiter bearbeitet wird.
Fertigungsberatung
Die Projektarbeit erfolgte durch 3 Studierende der Abteilung Wirtschaftsingenieurwesen FHNW .
In der Metallbearbeitungsbranche sind verrechenbare Beratungsleistungen bis anhin unüblich. Als einzige Entscheidungsgrundlage dienen in der Regel die offerierten Preise für die Fertigung gem. Zeichnung.
Oft nicht berücksichtigt werden weitere potentiell mögliche Kostenvorteile wie z.B. alternative Werkstoffwahl oder die nach fertigungstechnischen Prinzipien optimierte Konstruktion. Unsere Fachpersonen im Verkauf und der AVOR weisen die Kunden häufig auf diese weiteren potentiellen Kostenvorteile hin, als unentgeldiche Beratungsleitstung mit dem Ziel einer besseren Kundenzufriedenheit. Diese Beratung erfolgt nicht systemtisch und jeweils individuell abhängig vom jeweiligen Sachbearbeiter. Der Kunde ist frei, die potentiell möglichen Kostenvorteile zu nutzen ohne jegliche Verpflichtung, dass er den Auftrag für die Fertigung bei uns platzieren muss.
Ziel der Projektarbeit war es zu prüfen, ob die Beratungsleistung (ganzes Leistungspaket inkl. ergänzende Dienstleistungen wie Logistik, Montage, Lieferantennetzwerk, TCO Ansatz, etc.) künftig als zu bezahlende Dienstleistung erbracht werden kann.
Die Studierenden erarbeiteten ein Konzept und eine Handlungsempfehlung welche am 27. Februar 2019 der Geschäftsleitung präsentiert wurden.
In einem ersten Pilotprojekt konnten bereits wertvolle Erfahrungen gesammelt werden, welche nun in die Umsetzung einfliessen.